| 申请号 | CN202110895026.7 | 公开号 | CN113640371A |
| 申请日 | 2021.08.04 | 公开日 | 2021.11.12 |
| 申请人 | 翟义恒 | 优先权日期 | CN202110895026(A) |
| 发明人 | 翟义恒 | 主分类号 | G01N27/84(2006.01) |
| 申请人地址 | 贵州省贵阳市南明区东坛巷21号2栋1单元 | 分类号 | G01N27/84 |
| 专利代理机构 | 当前专利状态 | 已下证 | |
| 代理人 | 有效性 | 有效 | |
| 法律状态 | 未授权 | ||
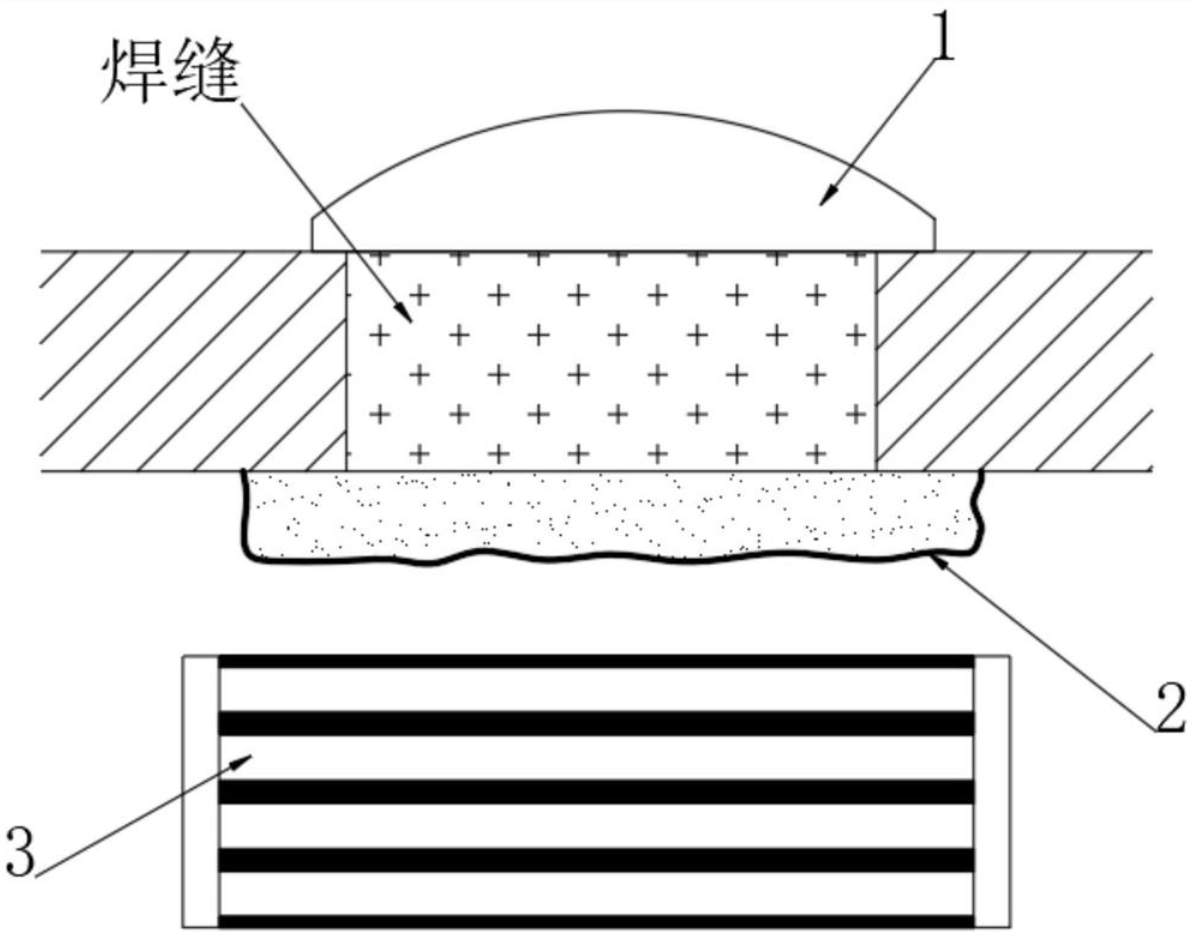
本发明公开了一种钢结构焊缝检测工艺,属于焊缝检测领域,一种钢结构焊缝检测工艺,通过在焊缝上下设置的热控囊和磁动囊,在加热作用下,磁悬液朝向焊缝上的裂缝内渗,配合磁斥棒的转动作用,使多个磁斥棒啮合转动,进而对磁动囊间隔性的产生向上的排斥力,使磁动囊局部不断重复上移‑回落的起伏过程,对热控囊内下渗的磁悬液起到间隔性的吸引力,进而引导其不断下渗,有效克服其较为曲折的裂缝快速下渗,相较于现有技术,一方面加快焊缝的检测效率,另一方面有效提高对焊缝上裂纹深度的检测,使检测结果准确性更高,降低安全隐患。展开
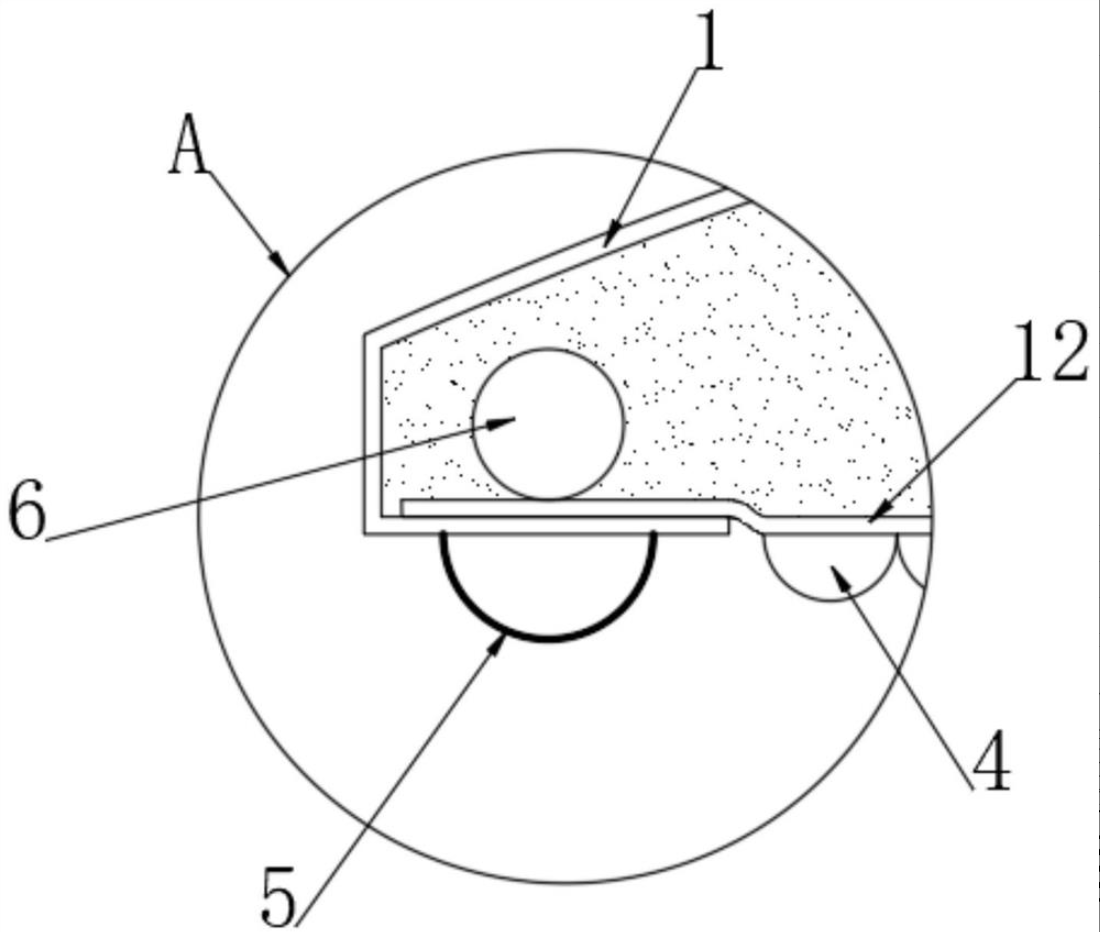
[中文] 1. 一种钢结构焊缝检测工艺,其特征在于:包括以下步骤:S1、首先对焊缝处进行焊皮清理处理,然后分别在焊缝的上下两端贴附热控囊(1)和磁动囊(2);S2、对焊缝处进行加热处理,使热控囊(1)下端面热熔,内部的磁悬液下渗;S3、将多个磁斥棒(3)啮合安装排布在磁动囊(2)下方,并控制端部的磁斥棒(3)转动,使多个磁斥棒(3)转动,对磁动囊(2)起到间隔性的向上的排斥力,使磁动囊(2)局部不断重复上移-回落的过程,对热控囊(1)内下渗的磁悬液起到间隔性的吸引力,引导其下渗;S4、一端时间后,通过紫外线灯照射,从而确定裂缝的尺寸、深度以及类型。 2. 根据权利要求1所述的一种钢结构焊缝检测工艺,其特征在于:所述步骤S2中,加热的温度不高于90℃,所述步骤S3中,磁斥棒(3)的转速保持在50-100r/min。 3. 根据权利要求2所述的一种钢结构焊缝检测工艺,其特征在于:所述热控囊(1)包括底空外壳(11)以及粘贴在底空外壳(11)内底端的内附磁贴(12),所述内附磁贴(12)下端固定连接有储液层(4),所述储液层(4)内填充有磁悬液,所述底空外壳(11)上端部固定连接有导气管,所述导气管与底空外壳(11)相通。 4. 根据权利要求3所述的一种钢结构焊缝检测工艺,其特征在于:所述底空外壳(11)上端部为硬质结构,所述底空外壳(11)朝向焊缝的端部以及内附磁贴(12)均为弹性结构。 5. 根据权利要求3所述的一种钢结构焊缝检测工艺,其特征在于:所述储液层(4)下端部为波浪状凸起结构,且凸起部分的中心处镶嵌有热消点(41),所述热消点(41)为热熔材料制成。 6. 根据权利要求5所述的一种钢结构焊缝检测工艺,其特征在于:所述热控囊(1)在贴附到焊缝上之前,首先通过导气管向其内部充入高导热气体,高导热气体优选氦气。 7. 根据权利要求6所述的一种钢结构焊缝检测工艺,其特征在于:所述内附磁贴(12)与热控囊(1)重合处的上端部固定连接有磁球(6),所述热控囊(1)下端部固定连接有外黏半气球(5),所述外黏半气球(5)与磁球(6)位置相对应。 展开
专利技术附图

服务流程
过户资料
| 买卖双方需提供资料 | 平台提供 | 过户后您将获得 | ||
|---|---|---|---|---|
| 公司 | 个人 | 专利代理委托书 转让申请书 转让协议 | 手续合格通知书 专利证书 专利利登记簿副本 | |
| 买家 | 企业营业执照 | 身份证 个体户营业执照 | ||
| 卖家 | 企业营业执照 专利注册证原件 | 身份证 专利注册证原件 | ||



